��ˮ�C(j��)�M����ϵ�y(t��ng)��һ�����~�X����ɫ���� �����������졢���b�;S���^���У��ܵ��ĺ������P(gu��n)�I��һ�h(hu��n)��������Ӱ����^������Ҫ����Ӱ푵�ϵ�y(t��ng)�ܷ������������}���������߶���ҕ��
�������ϵ��x��
���� ��ˮ�C(j��)�M�Ĺܼ��������~���ϣ��ܲģ����õĺ���������~���ϡ��y�~���ϡ��~�\���ϵȡ��ں��ӕr(sh��)Ҫ����(j��)�ܵ����ϵ����c(di��n)�����_���x���ϼ��쾚�ز������Դ_�����ӵ��|(zh��)���� ������(du��)ͬ��ϵĺ���
����1.�~�c�~���F��
�������x�����~���ϻ��y���͵����~���ϣ���2%��5%���y�����ϡ��@�N���σr(ji��)���^����ˣ��������õ���Һ��������p�͝�(r��n)��ˇ������Ҫ������
����2.�~�c䓵ĺ���
�������x���S�~�l���ϼ��m��(d��ng)?sh��)ĺ��������ӕr(sh��)�������ϼӟᵽһ���ضȺ����ں����У�ʹ�����ܻ������ں����ϣ��������회����ڸ����Ě��������ß�ˮ��ˮ����ˢϴ�Ƀ�����ֹ�a(ch��n)�����g����ʹ�ú����r(sh��)����þƾ�ϡጳɺ��Ϳ�ں��ڱ��棬���ӕr(sh��)�ƾ�Ѹ�����l(f��)���γ�ƽ����Ĥ������ʧ��ͬ�r(sh��)߀�ɱ���ˮ�ݽ�������ϵ�y(t��ng)��Σ�U(xi��n)��
����3.�~�c�F���
�������x�����~���ϻ��S�~�l���ϣ���߀��ʹ������(y��ng)�ĺ���������ɰ�����������Ļ�Ϻ�����
�������Ӳ���
������(du��)���Ӳ�ͬ�IJ��ϣ���ͬ�Ĺ��r(sh��)����ĺ�����С�ͻ���ضȵĸߵ�������ͬ�����ӕr(sh��)����Ĵ�С��ͨ�^�ɂ�(g��)����y�M(j��n)�п����{(di��o)����������{(di��o)���r(sh��)����(j��)������Ȳ���w�w�e������ͬ�ɷ֞�̿���桢����������������N��
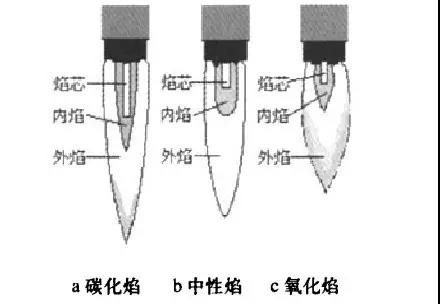
����1������ķN����c(di��n)
����1.̿����
���������c(di��n)�������c��Ȳ����w�e��С��1����ȱ������̿��������ٶ�Ӱ푺�������(d��ng)��ð�ڟ����ضȼs��2700���ң������ڌ�(du��)�ܵ��ĺ濾�ȡ�
����2.������
���������c(di��n)����о�ijߴ�ȡ�Q��ȼ�����w�ijɷݡ����������٣����懊���ֱ��?j��ng)Q���˻������ĵ�ֱ��������Ϛ�����٣��t�Q������о���L(zh��ng)�ȣ�������Ļ����3�ӣ���о�ʼ��F�Σ�ɫ����������(n��i)����{(l��n)��ɫ����������������u�ɵ���ɫ׃�ɞ��ɫ���{(l��n)ɫ���ضȼs��3000~3500�����ң������c��Ȳ����w�e֮�Ȟ�1:1.2 ������{(di��o)�Ĺܼ����Ӷ�ʹ�������档
����3������
���������c(di��n)������о�LjA�F�Σ��L(zh��ng)�����@�ؿs�̣�݆��Ҳ���������ɫ����������Ҳ�s���ˣ��������{(l��n)ɫ������ȼ���r(sh��)����������Сȡ�Q�����≺����������Ĝضȸ��������棬�m�����S�~�Ĺܼ����ӡ���������|(zh��)�Ǹ���(j��)�������ٷN������|(zh��)���x��ģ���(y��ng)ע��ƌW(xu��)���x��ʹ�á�
����2��������{(di��o)��(ji��)
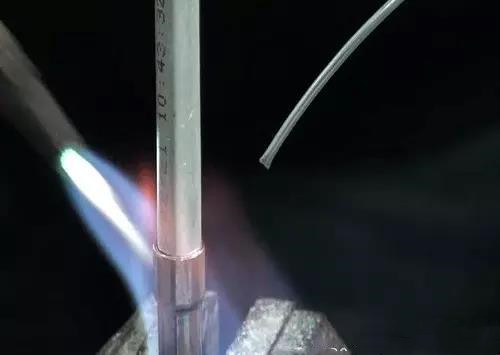
�����c(di��n)ȼǰ�Ȱ�����Ҏ(gu��)�̷քe�_������ƿ����Ȳ��ƿ���y�T��ʹ�͉������ָʾ��0.2~0.5Mpa���ң���Ȳ��������ָʾ��0.05Mpa���ҡ�Ȼ���_�����������y�����_�����ϵ���Ȳ���y��ͬ�£��ĺ���ĺ���Ѹ���c(di��n)���в����ں��������c(di��n)�����⇊����֡��c(di��n)ȼ���{(di��o)��(ji��)�����y���{(di��o)��(ji��)�����{(di��o)��(ji��)�����c��Ȳ����뺸����Ϛ�ı������Ķ��õ���ͬ�Ļ��档
����3������
�������ӕr(sh��)��(y��ng)��(y��n)���E�M(j��n)�в�������t������(hu��)Ӱ푺��ӵ��|(zh��)����
����1.��(zh��n)���c���
����2. �z������ƿ����Ȳƿ?j��)?n��i)�����Ƿ����
����3.�ˌ�(du��)�D��Ҫ���C���������Rȫ�o(w��)ȱ��������á�
����4. ���C��·��·�Mƽ�Qֱ��ע����y���ķ����ԡ�
����5.����(j��)�D��Ҫ��ijߴ�����þ�����ȡ����(y��ng)���L(zh��ng)�ȣ����þ�̖(h��o)�P����λ�á�
����6.�^�ֵ� �~��Ҫ�̶������ø���£�Ҫ���C���ƽ�R����׃�Ρ� ����7.���S�Ѹ��ë߅�Sƽ������Ĩ�����øɃ���
����8.��Ҫ���ӹܼ������坍��U(ku��)�ڣ��U(ku��)������ȿڑ�(y��ng)�⻬���A�����o(w��)ë�̺��Ѽy����Ⱦ�����ɰ����Ҫ���ӵ��~�ܽ��^���ִ�ĥ�Ƀ�������øɲ����Ƀ�����t����Ӱ푺�������(d��ng)�������|(zh��)����
����9.�����~�c���~�����⣬���йܼ��ں���ǰ����(y��ng)�ü������P䓽zˢ������¶���������ٱ��档����(n��i)������Ҫ����������м��ɰ����(y��ng)����Ƀ���
����10.��(du��)��Ҫ���ӵ��~�ܻ����دB���루ע��ߴ磩���A�Č�(du��)��(zh��n)��
����11.�~�ܽ��^�c�~�ܲ�����ȼ��g϶Ҋ������������ȼs���ڹ���
�� 2�����o(h��)
�����ψD��]�г䵪���o(h��)
�����ψD��䵪?d��)Ᵽ�o(h��)���o(h��)
����1.���ӕr(sh��)��(y��ng)�ڱ�������ͨ���ٵ�?d��)⣬��ֹ�����?/DIV>
����2.��Ȳ�⑪(y��ng)ͨ�^�o(w��)�������Ӱl(f��)��������ֹ������������������
����3.����
����1 ���ӕr(sh��)����회�(du��)�������M(j��n)���A(y��)�ᡣ�����濾���~�ܺ���̎����(d��ng)�~���ܟ����ϼtɫ�r(sh��)�����_������Ͽ��ں���̎��ʹ�����ۻ������뺸�ӵ��~���У��ܟ��Ĝضȿ�ͨ�^�ɫ����ӳ�ضȵĸߵͣ����tɫ��600�z�϶����ң���tɫ��700�z�϶����ң��ټtɫ��1000�z�϶����ҡ�
����2 ���ӕr(sh��)���⺸���治��ֱ�ӼӟẸ�l��
����3 ��(du��)�ڸߜؗl������׃�Σ��p�ĵIJ�����(y��ng)��ȡ����(y��ng)���o(h��)��ʩ������y�� ���l(f��)���� ��������Ҫ�Ý������ӿں����M(j��n)�к��ӣ���(du��)�� 늴��y�� ��Û�y��Һ�R�� ��ͨ�y���ܲ��_��һ��Ҫ���_�ӣ����ܲ��ͬ�Ӳ�ȡ���ϴ�ʩ�� ����4 ���ӕr(sh��)���ں�����~���M(j��n)���˻�r(sh��)���˻�ضȲ�����300�z�϶ȡ�
����5 �����ꮅ����s���ø��ﵪ?d��)������܃?n��i)������ͺ�����
����4�a(b��)��
����1 ��ԇ���^���аl(f��)�F(xi��n)�����НB©�ĵط���(y��ng)�M(j��n)���a(b��)�����a(b��)���r(sh��)Ҫ��ϵ�y(t��ng)ԇ���ĵ�?d��)�ŵ�������Ҫ����ԇ���?/DIV>
�� 2�a(b��)��ǰ��������������ӣ��ü����������a(b��)����Ҫ������Ƥ����Ƀ�����ˮ�д���(y��ng)���~�ܺ�ɣ�������ˮ�δ��ڡ�
����3 ȫ�������Ҫ�õ�?d��)⌢ϵ�y(t��ng)������ |